Language :
Select your language

riumGeneral information on materials and coatings made from self-fluxing alloys
Self-fluxing nickel alloys Ni-B-Si and Ni-Cr-B-Si-C.
These materials are used for deposition and sintering of coatings resistant to corrosion, friction wear and abrasive particles. The coatings resist gas corrosion up to temperatures as high as 700 - 850 °C, and are resistant to fresh-and saltwater, saline solutions, oil-containing environments, ammonia and in other aggressive environments. They are not resistant, or weakly resistant, in inorganic acid solutions. The alloys melt in a range of temperatures typical of materials with eutetics in their structure. The base structural phase of coatings made from these alloys: Y - hard nickel-based super-saturated solution, chromium carbides of the type Cr23C6 and chromium carboborides; in powders with increased hydrogen content, particles of the stronger carbide Cr7C3 are also present. The coatings' hardness and wear-resistance increases as the content of chromium, boron, silicon and carbon. Boron and silicon form low-melting eutectics with nickel, with a melting point of 950-1080 °C, and restores oxide films on the surfaces of substrata with the formation of borosilicate slags (self-fluxing) in the presence of a liquid phase, and improve the substratum's wetability with liquid metals.
The adhesion, cohesion and wear-resistance of surfaces made from alloys with the same composition under dry friction and abrasive actions increases, as a rule, with higher density (reduced porosity) of the coating. Porosity of unsintered plasma coatings made from self-fluxing alloys can reach 10-12%, and that of gas-sprayed coatings can reach 20%. Reduction of the porosity of coatings and, as a result, a 5-10 times increase in strength is acheived by sintering the coating, which is done either simultaneously with annealment with plasma welding (the PTA process) or with the layer-by-layer deposition of a coating using gas-powder welding by alternating the process of layer deposition with layer fusion. Fusing sprayed layers is also done with a gas-fired burner, a plasmotron flame, through heating in a furnace, or with high-frequency currents. Thanks to their high density (with porosity generally less than 1%), detonation coatings do not require fusion following spraying. Porosity's impact on the quality and workability of coatings is complex. In conjugated surfaces, under semi-dry friction, the optimal porosity - obtained, for example, through plasma spraying without fusion, can promote low wear in a friction assembly. The pores, by accumulating lubricants, can prevent fretting of conjugated surfaces.
Dilatometric studies of sprayed coatings made from the base alloys NiCr13Si2B1, NiCr15Si3B2, NiCr16Si3B3, NiCr17Si4B4 has shown them to be free of phase transmutations when cooling in the range of temperatures from 960 to 20°C. For this reason, phase transmutations occuring in an iron-carbon system with changes in volume can lead to the danger of surface fracturing in steel and cast-iron substrata during cooling. Therefore, it is recommended to cool products with applied coatings made from self-fluxing alloys at a slow pace. The interval of recommended cooling speeds is, for example, for steel 10 – less than 100 100 °C/s; for steel 45 – less than 35 °C/s; for steel 70 – less than 5 °C/s. The general characteristics of Ni-Cr-B-Si-C also include the tendency to maintain hardness and resistance to abrasive wear following drawing-back with heating to 600 °C. The hardness of alloys at high temperatures (“hot” hardness) - for example, at 650 °C - can reach 50-70% of that measured at room temperature.
The field of application of powders made from nickel alloys includes: wear-resistant coatings on parts for metallurgic, mining and oil-extracting, energy, glass and chemical equipment, stamping and pressing instruments, car, train and boat parts, gas-pumping devices, agricultural technology, etc. The alloys are also used to produce mixtures with other materials for use in coatings: carbides, intermetallic compounds, and others.
Self-fluxing iron-based alloys are represented by the high-carbon alloys AP-Cr4Mn2Si2B4V1, doped with vanadium, chromium and manganese, and the iron-nickel-chromium alloy AP-G14 and the medium-carbon alloys FMI with eutectic composition. Coatings made from high-carbon alloy is marked by increased hardness and high resistance to abrasive wear in an aqueous environment, while eutectic alloys (FMI) boast resistance to friction wear at high slipping speeds.
The self-fluxing lead-nickel bronze Cu-Sn-Ni-B-Si is a material for creating wear-resistant coatings for products made from copper, copper alloys, and steel.
Chemical composition of powders and hardness of coatings
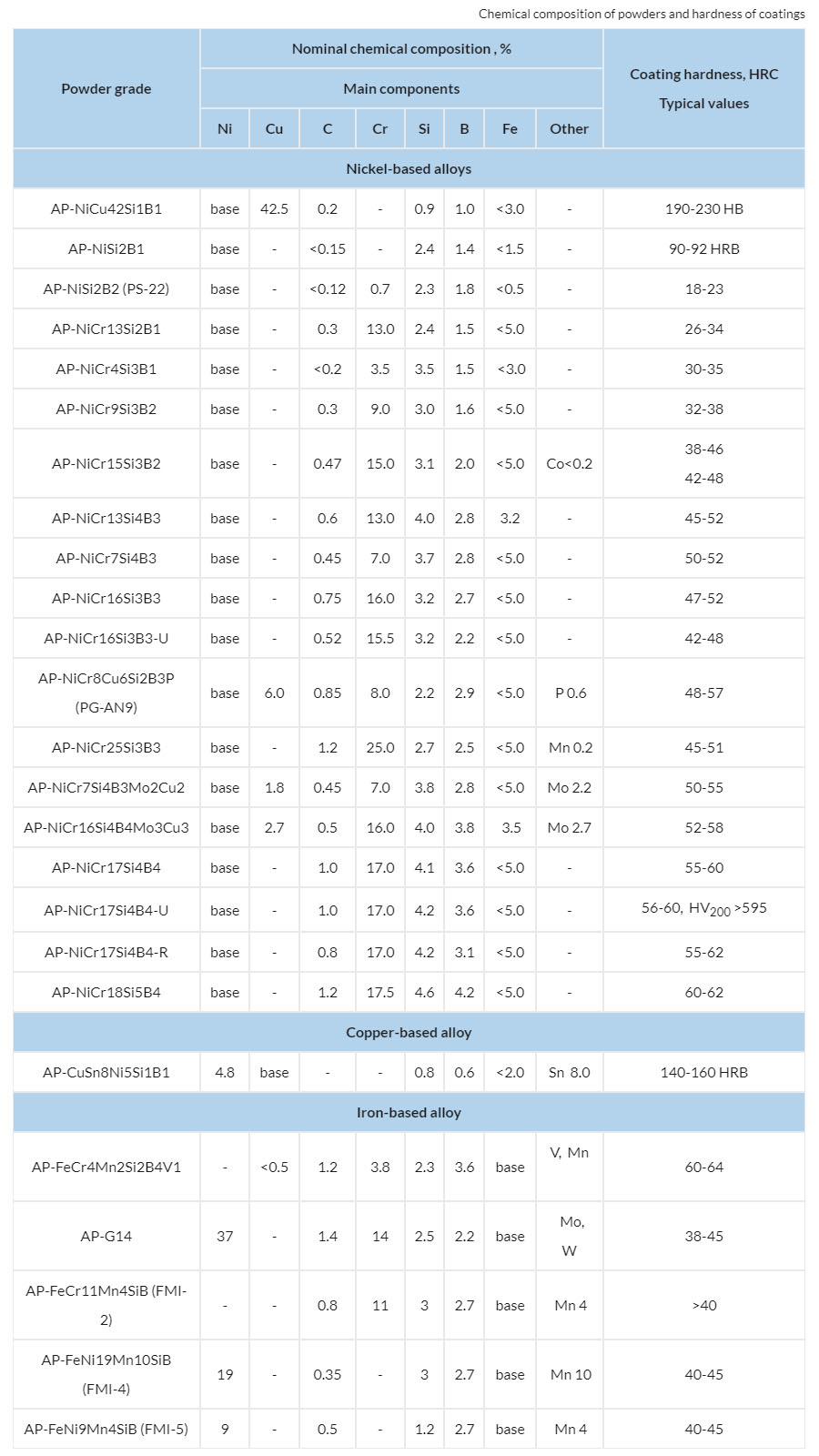
| Powder grade | Nominal chemical composition , % | Coating hardness, HRC Typical values | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Main components | |||||||||
| Ni | Cu | C | Cr | Si | B | Fe | Other | ||
| Nickel-based alloys | |||||||||
| AP-NiCu42Si1B1 | base | 42.5 | 0.2 | - | 0.9 | 1.0 | <3.0 | - | 190-230 HB |
| AP-NiSi2B1 | base | - | <0.15 | - | 2.4 | 1.4 | <1.5 | - | 90-92 HRB |
| AP-NiSi2B2 (PS-22) | base | - | <0.12 | 0.7 | 2.3 | 1.8 | <0.5 | - | 18-23 |
| AP-NiCr13Si2B1 | base | - | 0.3 | 13.0 | 2.4 | 1.5 | <5.0 | - | 26-34 |
| AP-NiCr4Si3B1 | base | - | <0.2 | 3.5 | 3.5 | 1.5 | <3.0 | - | 30-35 |
| AP-NiCr9Si3B2 | base | - | 0.3 | 9.0 | 3.0 | 1.6 | <5.0 | - | 32-38 |
| AP-NiCr15Si3B2 | base | - | 0.47 | 15.0 | 3.1 | 2.0 | <5.0 | Co<0.2 | 38-46 42-48 |
| AP-NiCr13Si4B3 | base | - | 0.6 | 13.0 | 4.0 | 2.8 | 3.2 | - | 45-52 |
| AP-NiCr7Si4B3 | base | - | 0.45 | 7.0 | 3.7 | 2.8 | <5.0 | - | 50-52 |
| AP-NiCr16Si3B3 | base | - | 0.75 | 16.0 | 3.2 | 2.7 | <5.0 | - | 47-52 |
| AP-NiCr16Si3B3-U | base | - | 0.52 | 15.5 | 3.2 | 2.2 | <5.0 | - | 42-48 |
| AP-NiCr8Cu6Si2B3P (PG-AN9) |
base | 6.0 | 0.85 | 8.0 | 2.2 | 2.9 | <5.0 | P 0.6 | 48-57 |
| AP-NiCr25Si3B3 | base | - | 1.2 | 25.0 | 2.7 | 2.5 | <5.0 | Mn 0.2 | 45-51 |
| AP-NiCr7Si4B3Mo2Cu2 | base | 1.8 | 0.45 | 7.0 | 3.8 | 2.8 | <5.0 | Mo 2.2 | 50-55 |
| AP-NiCr16Si4B4Mo3Cu3 | base | 2.7 | 0.5 | 16.0 | 4.0 | 3.8 | 3.5 | Mo 2.7 | 52-58 |
| AP-NiCr17Si4B4 | base | - | 1.0 | 17.0 | 4.1 | 3.6 | <5.0 | - | 55-60 |
| AP-NiCr17Si4B4-U | base | - | 1.0 | 17.0 | 4.2 | 3.6 | <5.0 | - | 56-60, HV200 >595 |
| AP-NiCr17Si4B4-R | base | - | 0.8 | 17.0 | 4.2 | 3.1 | <5.0 | - | 55-62 |
| AP-NiCr18Si5B4 | base | - | 1.2 | 17.5 | 4.6 | 4.2 | <5.0 | - | 60-62 |
| Copper-based alloy | |||||||||
| AP-CuSn8Ni5Si1B1 | 4.8 | base | - | - | 0.8 | 0.6 | <2.0 | Sn 8.0 | 140-160 HRB |
| Iron-based alloy | |||||||||
| AP-FeCr4Mn2Si2B4V1 | - | <0.5 | 1.2 | 3.8 | 2.3 | 3.6 | base | V, Mn |
60-64 |
| AP-G14 | 37 | - | 1.4 | 14 | 2.5 | 2.2 | base | Mo, W | 38-45 |
| AP-FeCr11Mn4SiB (FMI-2) | - | - | 0.8 | 11 | 3 | 2.7 | base | Mn 4 | >40 |
| AP-FeNi19Mn10SiB (FMI-4) | 19 | - | 0.35 | - | 3 | 2.7 | base | Mn 10 | 40-45 |
| AP-FeNi9Mn4SiB (FMI-5) | 9 | - | 0.5 | - | 1.2 | 2.7 | base | Mn 4 | 40-45 |
Self-fluxing alloys are produced by gas-spraying a molten solution. The resulting polydispersed powders are subjected to screening into fractions that are narrow in terms of particle dimensions for use in various technologies for spraying and welding coatings: detonation and supersonic spraying, gas-powder coating welding, gas-fired and plasma spraying, laser and electrospark welding, and plasma and induction welding.
Particle sizes (base fractions)
Base fractions of powders for various coating technologies:
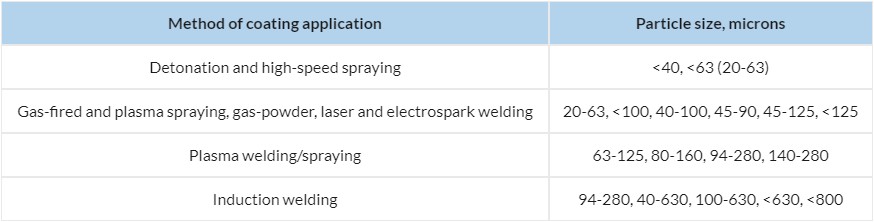
| Method of coating application | Particle size, microns |
|---|---|
| Detonation and high-speed spraying | <40, <63 (20-63) |
| Gas-fired and plasma spraying, gas-powder, laser and electrospark welding | 20-63, <100, 40-100, 45-90, 45-125, <125 |
| Plasma welding/spraying | 63-125, 80-160, 94-280, 140-280 |
| Induction welding | 94-280, 40-630, 100-630, <630, <800 |
Based on the client's needs, we can produce powders with other particle sizes. The minimal dimensions of meshes used to classify powders are: - 40 microns (~400 mesh) and 45 microns (325 mesh). Powders are not screened on meshes of less than 40 microns, since gas-sprayed powders typically contain a small amount of fine particles of less than 15-22 microns.

Sample distribution of particles by size, determined by laser granulometry
| Fraction, microns | Number of particles, % by dimensions, microns | |||||
|---|---|---|---|---|---|---|
| 0.29-11.00 | 11.0-15.56 | 15.56-22.0 | 22.0-37.00 | 37.0-74.00 | 74.0-124.5 | |
| 20-63 (<63) | 0.00 | 1.59 | 7.38 | 43.7 | 45.31 | 2.02 |
The shape and structure of powder particles
Gas-sprayed powders are primarily spherical in particle shape, with the structure of a cast material
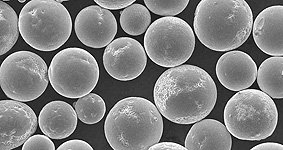
fig. 1
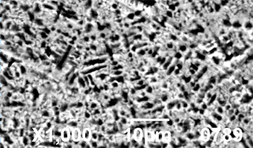
fig. 2
*Fig.1, fig.2: The shape and structure of powder particles in the nickel-based alloy AP-NiCr15Si3B2.
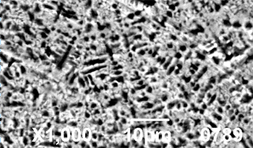
fig. 3
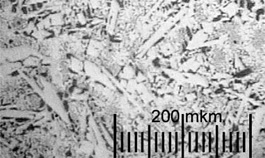
fig. 4
*Fig.3, fig.4: The shape and structure of powder particles in the iron-based alloy AP-FeCr4Mn2Si2B4V1.
Flowing temperature of coatings
Dilatometric analysis of self-fluxing alloys, heat content curves include the following characteristics points: the temperature at which the liquid phase appears, T0, and the temperature at which the maximum change in heat content is observed, Tm, (the peak of flowing on a DTA curve). This range of flowing in self-fluxing alloys, the parameter ΔT = T0 – Tm, plays an important role in selecting the optimal flowing temperature for a coating. It is recommended that the flowing temperature be as close as possible to Tm, at which the coating become more dense (porosity disappears), and a transitional diffusive layer of the necessary thickness is formed and the maximal strength of the coating and substratum is reached. In actuality, nickel alloys of the system Ni-Cr-B-Si-C that contain nickel borides and silicides, as well as chromium borides and carboborides, flow in a wider range of temperatures than ΔT, with gradual assimilation during flowing, during heating (dissolution in nickel) of clusters of high-melting compounds.
Powder characteristics and fields of application
Notes to table:
Tm – melting point (the first peak on the heat content curve of a DTA), reference data;
TS - solidus temperature;
TL - liquidus temperature;
f – friction constant in a friction pair with steel, reference data;
The characteristics of materials and coatings provided in the table are for reference only.

| Alloy grade | Tm °C | Coating properties | Major fields of application |
|---|---|---|---|
| Nickel-based alloys | |||
| AP-NiCu42Si1B1 | 1065 | Resistance to corrosion, shock, friction abrasion; excellend workability. Low friction coefficeint, f = 0.052-0.07 paired with a counterbody of steel 20 | Restoration of dimensions, part welding, filling of cracks and abcesses on parts and frames made from cast iron. Used in the glass industry and other sectors when renovating frames and parts of vehicles |
| AP-NiSi2B1 | 1070 | Heat-resistance, resistance to corrosion, shock and abrasion, good workability | Restoration of dimensions and surface strengthening of cast iron matrices in the glass industry |
| AP-NiSi2B2 | 1060 | Heat resistance, resistance to corrosion, shock and abrasion. Greater hardness than NiSi2B1 and good workability | Restoration of dimensions and surface strengthening of cast iron matrices in the glass industry |
| AP-NiCr13Si2B1 | 1050 | Resistance to shock, high resistance to abrasive and erosive wear, and to oxidation in air up to 850 º, to corrosion in saltwater and in aggressive environments, except for acidic environments. Greater hardness than NiSi2B2. f=0,43 for friction with Cr12Mo steel in open air. Satisfactory workability. | Wear-resistant, extreme-pressure resistant coatings on steel and cast iron. Matrices in the glass industry, equipment at metallurgical factories and the oil & gas industry, and transportation parts |
| AP-NiCr4Si3B1 | 1060 | Resistance to abrasion. Greater hardness but less shock resistance than NiSi2B1. Satisfactory workability | Restoration of dimensions and surface strengthening of cast iron matrices in the glass industry. Matrices and poncheons in the glass industry |
| AP-NiCr9Si3B2 | 1040 | Resistance to shock loads, wear by friction and abrasion, oxidation in air up to 800 ºC, corrosion in aqueous or alkaline environments and other aggressive industrial environments, except for acidic. Satisfactory workability | Wear-resistant, extreme-pressure resistant coatings on steel and cast iron: matrices and puncheons in the glass industry, equipment in the metallurgical and oil & gas industry, parts in pumps, compressors and transport devices. Used as a part of cords with polymer filling |
| AP-NiCr15Si3B2 | 1025 | Hardness in ranges of 38-46 or 42-48 HRC is regulated by an alloy composition based on the client's request. Resistance to shock, high resistence to friction wear, fretting corrosion, cavitational erosion, oxidation in air up to 800 ºC, corrosion in aqueous and alkaline environments and other aggressive industrial environments. Limited cobalt content in the alloy. Good workability with hard alloys. | Wear-resistant, extreme-pressure resistant coatings on steel, cast iron, and stainless steel. Restoration and strengthening of parts of valving in high-pressure cauldrons. The material is accredited by NAKS for use in technical devices at high-risk facilities. Other fields include repair and protection of metallurgical, chemical and oil & gas equipment and parts of vehicles |
| AP-NiCr13Si4B3 | 1030 | Resistance to friction and abrasion wear, shock, corrosion in aqueous and alkaline environments and other aggressive industrial environments. | Wear-resistant coatings for parts in metallurgical and mining equipment, shafts and sealing systems of pumps and vehicles |
| AP-NiCr17Si4B4 | 980 | Medium-alloyed chromium alloy with a lower Tm than NiCr15Si3B2 and NiCr9Si3B2 and improved flowability during flowing. Resistance to friction wear and abrasion, to oxidation in air up to 850 ºC, and to corrosion in aggressive environments | Wear-resistant, extreme-pressure resistant coatings on parts made from steel and cast iron – in particular, on internal cylindrical coatings of shells of inductively welded extruders (HDTVs) |
| AP-NiCr16Si3B3 | 1040 | Resistance to shock, high resistance to abrasive wear, fretting-corrosion, cavitational erosion, oxidation in air up to 800 ºC, corrosion in aqueous and alkaline environments and in other aggressive industrial environments. Workable by cutting and grinding. | Wear-resistant coatings for parts in power engineering machine building (pumps and oil industry valving), metallurgical equipment for hot shops, stamping instruments, extrudors at tire factories, parts for automobiles, vessels and trains - for example, blades of screw-propellors, locomotive parts, car couplings, etc. |
| AP-NiCr16Si3B3-U | 1050 | This material's properties are analogous to AP-NiCr16Si3B3, but it differs in terms of special requirements for particle size (100-280 microns) and the method of controlling for coating properties | Wear-resistant coatings for parts for equpiment in power engineering machine building (pumps, oil industry valving) |
| AP-NiCr8Cu6Si2B3P (PG-AN9) |
950 | In terms of hardness, the material is close to NiCr16Si3B3. Relatively lower flowing temperature and a low friction coefficient when paired with the alumninum alloy ACM (Al-Sb-Mg) and anti-friction bronze of the type Cu-Sn-Pb. | Ring-shaped crankshafts of marine diesels and automobile parts. The composite powder CP-Al5-Ni is used as a substratum. Wear-resistant coatings for cast-iron parts |
| AP-NiCr25Si3B3 | 1050 | A self-fluxing alloy with increased chromium content. Resistance to mechanical wear and gas erosion at increased temperature and under dynamic loads. | Restorating and protection of exhaust valves and the saddles of locomotive diesels, and valvings |
| AP-NiCr7Si4B3Mo2Cu2 | 1000 | Resistance to mechanical wear and shock and increased resistance to corrosion. | Wear-resistant coatings for parts operating under high loads and high temperatures |
| AP-NiCr16Si4B4Mo3Cu3 | 1010 | High resistance to abrasion and friction wear, cavitation and fretting-corrosion. | Resoration and strengthening of transport mechanisms (rolls, bearings) of metallurgical equipment for hot shops, valves and cranks of diesels, pump shafts, plungers of oil drowned pumps, steam valves, blades, knives and screw conveyors of mixers and press moulds in the manufacture of refractory products (ceramics), etc. |
| AP-NiCr17Si4B4 | 1025 | High resistance to abrasion and erosion due to its high-strength Cr7 C3 phase, and to corrosion in fresh- and salt-water, saline solutions, oil-containing environments; resistance to oxidation in air up to 700-750 ºC. f=0.4 for friction with Cr12Mo steel in open air. | Strenghtening surfaces for machines and equipment parts for hot shops at metallurgical factories, oil drowned pumps and sludge pumps, gas-pumping devices, mining, transport and agricultural technology. Strengthening conveyor screws of extruders of polymer materials, etc. |
| AP-NiCr17Si4B4-U | 1025 | The material's properties are analogous to AP-NiCr17Si4B4. Base fraction is 45-125 microns, >125 less than 3%, <45 less than 3%. Hardness of the deposited coating is 56-61 HRC, microhardness of the sprayed and flowed coating is >595 HV 200. | Depositing coatings by spraying, with subsequent flowing. Oil and gas mechanical engineering, strengthening plungers of drowned pumps |
| AP-NiCr17Si4B4-R | 1025 | This material differs from base AP-NiCr17Si4B4 in terms of its improved flowability on the surface of steel parts during flowing - for example, its ability to flow onto lateral facings of parts without forming a bulge. | Strengthening coatings for parts of machine and equipment in power engineering, mining, transport and agricultural technology |
| AP-NiCr18Si5B4 | 1000 | Increased resistance to abrasion | Protection of equipment and machine parts from intense mechanical wear and corrosion |
| Copper-based alloys | |||
| AP-CuSn8Ni5Si1B1 | TS 780 TL 980 | Wear-resistant material with a high friction ration of f= 0.1 – 0.07. The cohesive resistance with latten of coatings flowed with latten at 990-1000 ºC is 160-170 Mpa. | Wear-resistant functional coatings on parts made from copper alloys, steel and cast iron (for example, synchronizer rings on a gear) |
| Iron-based alloys | |||
| AP-FeCr4Mn2Si2B4V1 | 1200 | High resistance to abrasive and hydro-abrasive wear. The alloy forms dense, hard coatings through gas-powder and plasma deposition | Protection of equipment and parts of dredgers, mining, transport and agricultural equipment from abrasive and hydro-abrasive wear |
| AP-G14 | 1100 | A new self-fluxing alloy based on an iron-nickel hard solution with good flowability during flowing. Forms dense, shock-resistant coverings with satisfactory workability. | Wear-resistant coatings of intermediate hardness, for steel and cast iron in metallurgy and the oil & gas industry, power engineering and transportation |
| AP-FeCr11Mn4SiB (FMI-2) |
1130 -1150 | Eutectic alloys are resistant to abrasive, oil-abrasive wear, corrosive-mechanical damage, cavitation and gas erosion. The coatings boast increased plasticity and can be worked by turning. | For example, FMI-2, FMI-5 combined with nickel-alloyed powdered steel AP-FeNi4Cu2Mo is used for welding collar areas of axles, and FMI-4-primarily for welding depositions onto cast-iron products. Restoration of parts in machines and equipment used in the oil & gas industry, transportation, agricultural and transport technology |
| AP-FeNi19Mn10SiB (FMI-4) |
|||
| AP-FeNi9Mn4SiB (FMI-5) |
|||
Sample coating structures

fig. 5
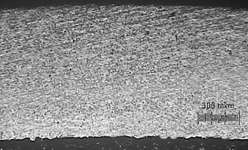
fig. 6
*Fig.5: Fused coating made from the alloy AP-FeCr4Mn2Si2B4V1 a steel substratum (etching treatment). Coating hardness 63 HRC
*Fig.6: A fragment of a cylindrical detail – a plunger of a drowned oil pump. Fused coating made from the alloy AP-NiCr17Si4B4-U (etching treatment) Coating hardness 58 HRC